下载各类工具及设计插件
下载各类工具及设计插件
 使用选型工具
使用选型工具
 收藏各类设计资料
收藏各类设计资料
 发表提问互动
发表提问互动

| 一、设计思路 | ||
| 设计目的: | 对研磨压力的精确控制,有效提高了加工工件的表面质量 | |
| 设定场景: | 压力传感器感应研磨压力,通过PID控制,从而实现精确的研磨压力控制,提高工件的表面质量 | |
| 动作流程: | 1、对应的限位块上放置产品 | |
| 2、涡轮蜗杆升降机按设计压力下降 | ||
| 3、研磨开始,限位块随着研磨盘带动工件转动 | ||
| 4、软件PID控制不同阶段的研磨压力 | ||
| 5、研磨完成,取出产品 | ||
| 6、往复以上流程 | ||
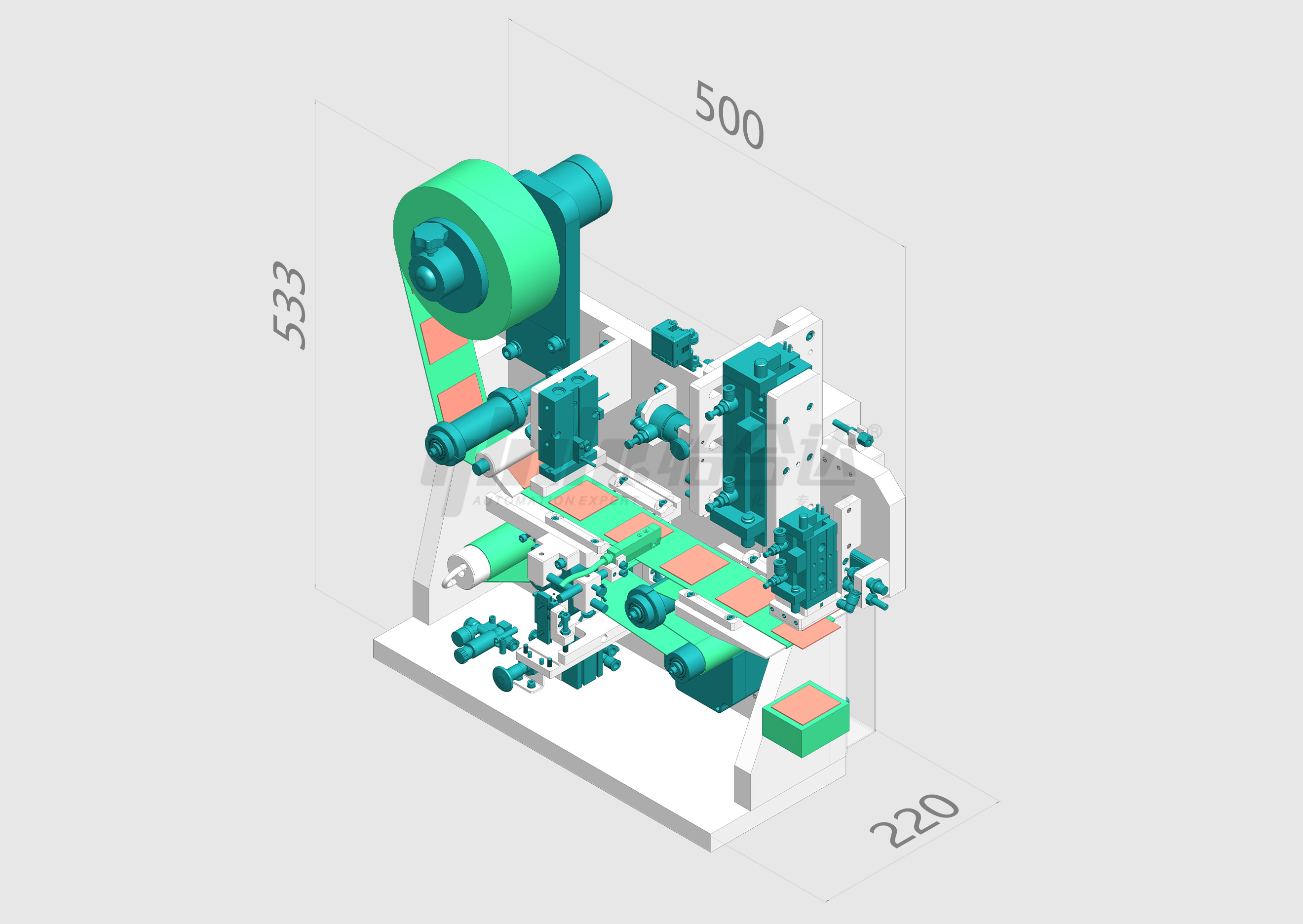
| 二、机构参数 | ||
| 外形尺寸: | L1500xW1500xH1058(mm) | |
| 通用性: | Φ50-100 | |
| 循环周期: | 15(min) | |
| 精度: | ±0.02/200(mm) | |
| 三、示例应用 | ||
| 工件形状: | 圆形 | |
| 工件尺寸: | Φ100*8(mm) | |
| 工件重量: | 1(Kg) | |
| 负载重量: | 20(Kg) | |
| 使用气压: | P=0.5(MPa) | |
| 电源: | AC220V 50Hz/DC24V | |
| 四、计算过程 | ||
| (主要标准件选型计算) | ||
| 负载质量: | M=20Kg | |
| 涡轮蜗杆升降机节距: | P=5 | |
| 涡轮蜗杆升降机直径: | D=20 | |
| 摩擦系数: | μ=0.1 | |
| 因无减速机,所以G=1、η=1 | ||
| 负载移动速度: | V=20mm/s | |
| 行程: | L=200 | |
| 涡轮蜗杆升降机的惯量: | ||
| 电机轴负载惯量: | ||
| 电机轴负载转矩: | ||
| 加减速转矩: | ||
| 必要的瞬时最大转矩: | T1=Tw+Ta=0.031+0.004=0.035N.m | |
| T2=TL=0.031N.m | ||
| T3=TL-TA=0.031-0.004=0.027N.m | ||
| 有效转矩: | ||
| (整体设计工况计算) | ||
| 伺服电机:ACL60C400W4-2500M-48-14-BK,额定转矩1.27N.m,最大转矩1.9N.m; | ||
| 案例所需持续扭矩为0.027N.m,实际持续扭矩为1.27N.m; | ||
| 案例所需最大扭矩为0.035N.m,实际最大扭矩为1.9N.m,因此符合当前设计要求。 | ||