案例介绍
| 一、设计思路 | |
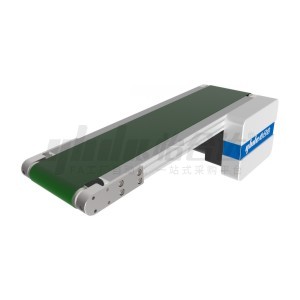
| 设计目的: | 精确定位移动后的治具 |
| 设定场景: | CCD检测、UV光照、激光熔接、组装等应用场景 |
| 动作流程: | 1.输送机带动产品治具在输送带上移动 |
| 2.阻挡气缸阻挡产品治具 | |
| 3.定位气缸45度角推动治具,达到精确定位 | |
| 4.点胶 | |
| 5.定位气缸收回,产品治具在输送带上移动 | |
| 二、结构参数 | |
| 外形尺寸: | L1000 x W400 xH382(mm) |
| 通用性: | 适用于相同外形尺寸的多种工件载具 |
| 循环周期: | 2.5(s) |
| 精度: | ±0.05(mm) |
| 三、示例应用 | |
| 工件形状: | 正方形 |
| 工件尺寸: | 40 x 40 x 20(mm) |
| 工件类型: | 3C |
| 工件重量: | 单个产品=0.751(Kg) |
| 负载重量: | 横向 / M=0.63(Kg) |
| 气源: | P=0.5(MPa) |
| 电源: | AC220V 50Hz / DC24V |
| 四、计算过程 | |
| (主要标准件选型计算) | |
| 负载率: | η=50% |
| 重力加速度: | g=9.8(m/s²) |
| 摩擦系数: | μ=0.06 |
| 负载: | F=1.06Mg=1.06x0.63x9.8≈6.55(N) |
| 所需气缸力: | F0=(F/η)x100=(6.55/50)x100=13.1(N) |
| 气缸缸径: | DO=SQRT(1.27F0/P)≈5.77(mm) |
| (整体设计工况计算) | |
| DO=10mm, F=SPη=5x5x3.14x0.5x0.5≈19.6(N), 19.6(N)>13.1(N) | |
| 案例所需负载为13.1N,实际负载为19.6N, 因此符合当前设计要求。 | |
其他案例
 YHD-SL0017-料盘下料机构矩形工件气动元件电子工业传送、上下料通用性高经典公式类
YHD-SL0017-料盘下料机构矩形工件气动元件电子工业传送、上下料通用性高经典公式类 YHD-SL0100-行星研磨机构翻转、旋转加工、组装圆柱状高精度
YHD-SL0100-行星研磨机构翻转、旋转加工、组装圆柱状高精度 YHD-SL0046-料仓可调式板块供料机构薄板状输送线及功能组件传送、上下料提高效率通用
YHD-SL0046-料仓可调式板块供料机构薄板状输送线及功能组件传送、上下料提高效率通用