下载各类工具及设计插件
下载各类工具及设计插件
 使用选型工具
使用选型工具
 收藏各类设计资料
收藏各类设计资料
 发表提问互动
发表提问互动

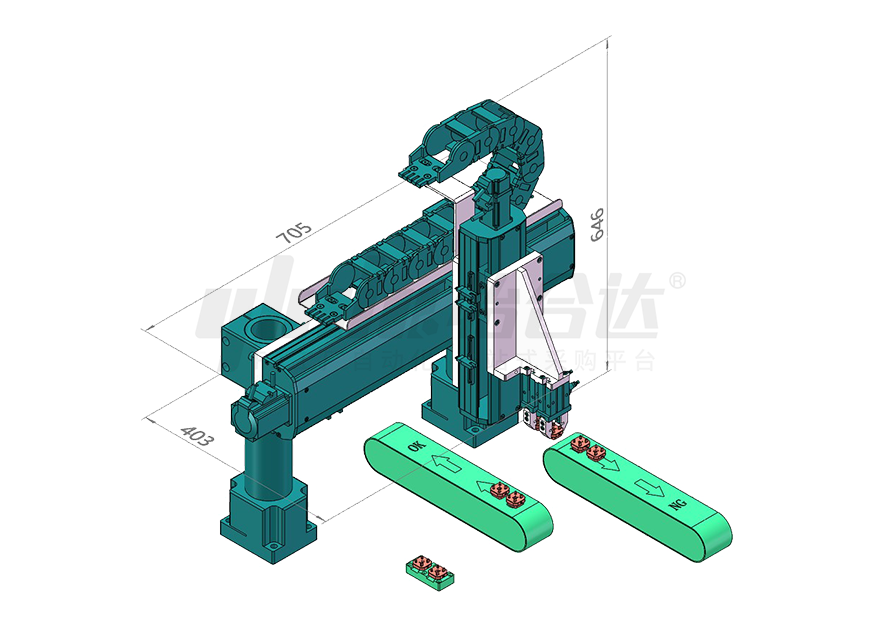
| 一、设计思路 | |
| 设计目的: | 将堆叠的圆盘包装盒自动分料 |
| 设定场景: | 适用于自动包装行业等自动化应用场景 |
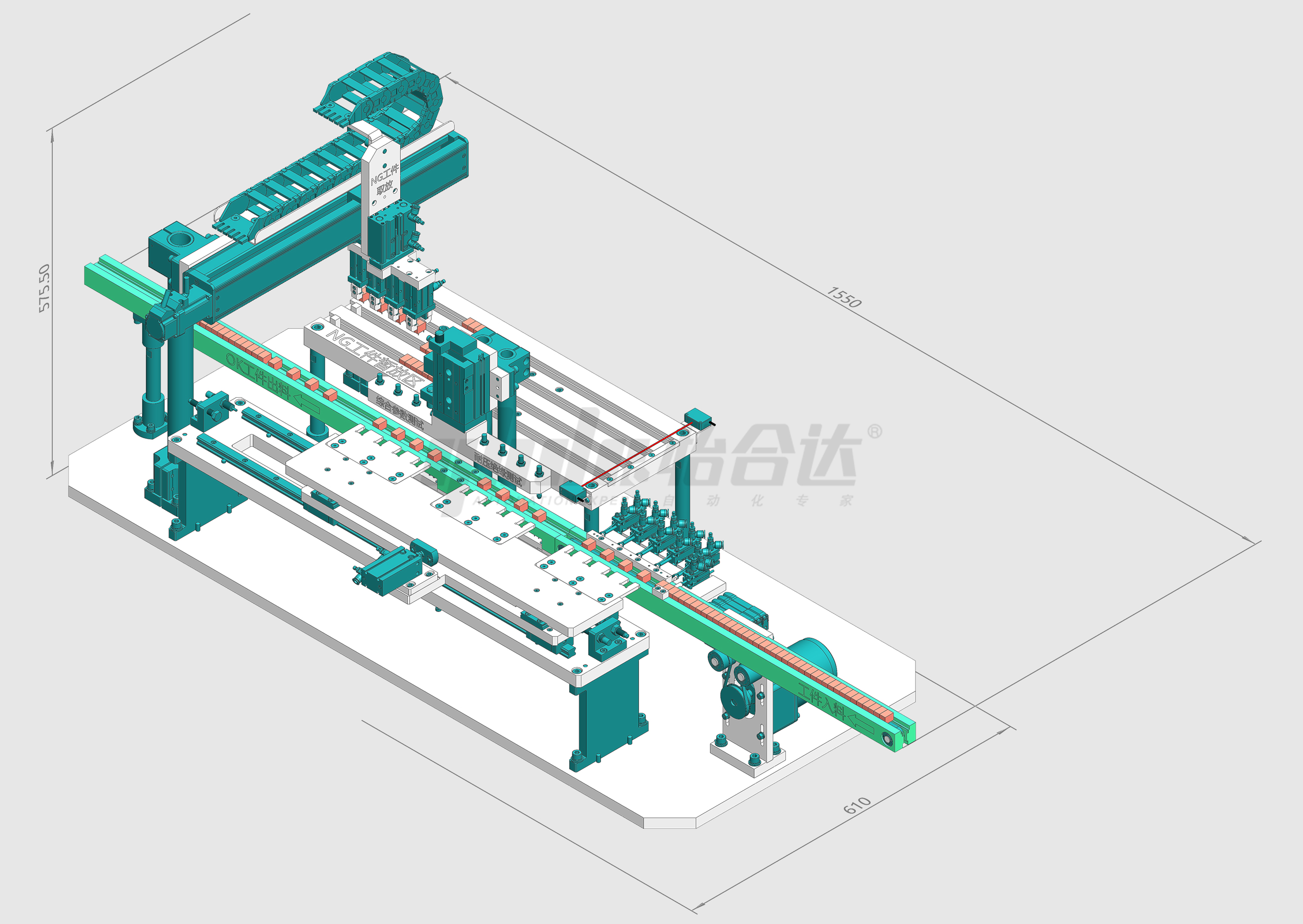
| 动作流程: | 1.人工将包装盒堆叠到分料机构内,(料仓安装有缺料传感器)。 |
| 2.闭环步进电机旋转驱动同步带,带动4个螺旋分料座转动。 | |
| 3.螺旋分料座旋转360°即可拆分一个圆盘盒落入流水线。 | |
| 4.到此完成一个动作周期。 | |
| 附加说明: | a.机构安装有开机自复位接近开关。 |
| b.料仓定位杆可以根据实际使用情况向上增加长度。 | |
| c.料仓安装对射光电,检测圆盘是否缺料。 | |
| d.此机构采用5M的双面齿同步带驱动。 | |
| e.设计师可根据实际需求参考此机构更改尺寸参数设计。 | |
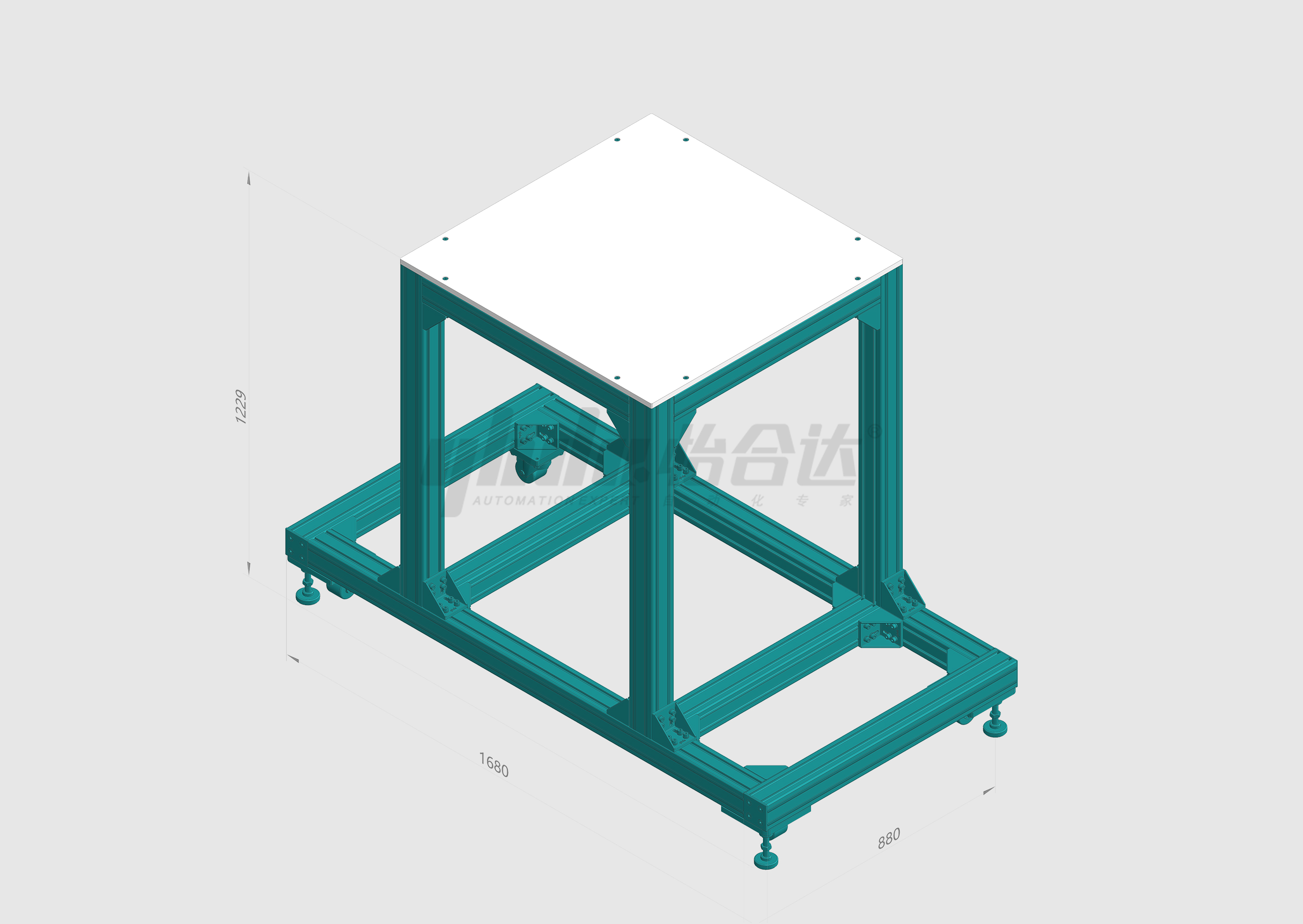
| 二、结构参数 | |
| 外形尺寸: | L400 x W300 xH421(mm) |
| 通用性: | 适用于相同外形尺寸的多种圆盘类物料包装盒及圆盘类餐具等 |
| 循环周期: | 1(s) |
| 精度: | ±0.3/200(mm) |
| 驱动轮半径: | r=14(mm) |
| 驱动轮与分料块半径比例: | i=1:1.33 |
| 三、示例应用 | |
| 工件形状: | 圆形 |
| 工件尺寸: | 直径120 x 高32 x 法兰宽10(mm) |
| 工件类型: | 自动化包装 |
| 工件重量: | 单个产品=28(g) |
| 负载重量: | 料仓整体承重2.8(Kg)(按照一次性堆叠100个算) |
| 气源: | P=0.5(MPa) |
| 电源: | AC220V 50Hz / DC24V |
| 四、计算过程 | |
| (主要标准件选型计算) | |
| 负载率: | η=50% |
| 重力加速度: | g=9.8(m/s²) |
| 摩擦系数: | μ=0.1 |
| 负载: | F=0.028Kg=0.028x100x9.8≈27.5(N) |
| 传动效率: | η1=80% |
| 所需驱动力: | F0=F/η/η1=27.5/0.5/0.8=68.75(N) |
| 所需电机扭矩: | T=F0 x r/1000 x i ≈0.73(N.m) |
| 以下参考怡合达FA工厂自动化零件 选型技术资料 | |
| 57CME23闭环步进电机 扭矩为:2.3N.m | |
| (整体设计工况计算) | |
| 2.3(N.m)>0.73(N.m) | |
| 案例所需负载扭矩为0.73N.m,实际电机扭矩为2.3N.m, 因此符合当前设计要求。 | |