下载各类工具及设计插件
下载各类工具及设计插件
 使用选型工具
使用选型工具
 收藏各类设计资料
收藏各类设计资料
 发表提问互动
发表提问互动

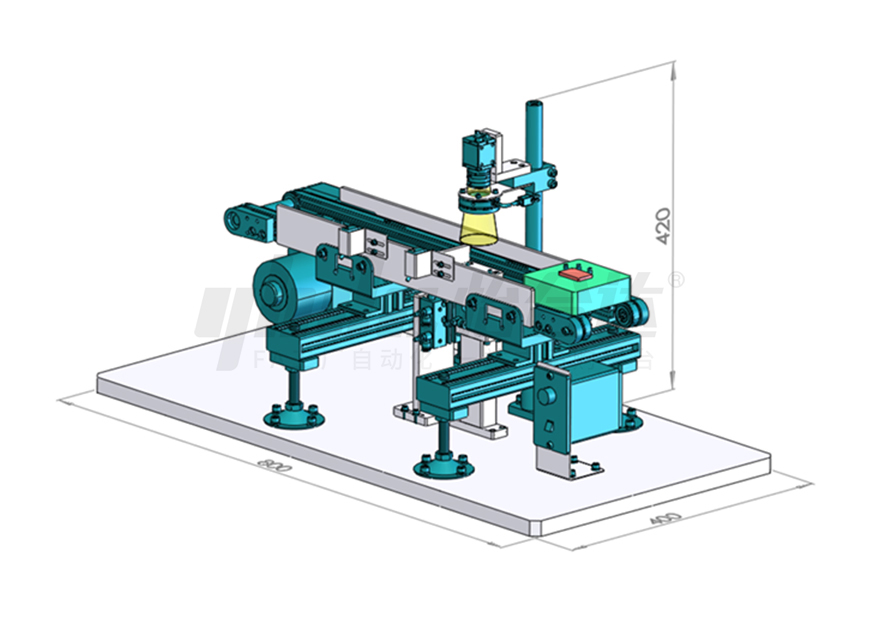
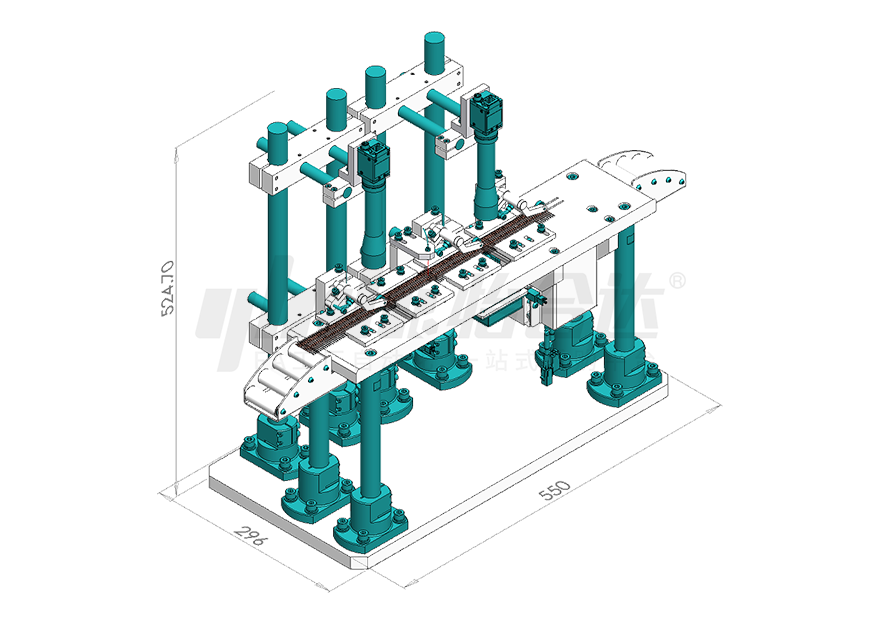
| 一、设计思路 | ||
| 设计目的: | 将装有工件的料盘依次顶升至取料位置(高度) | |
| 设定场景: | 圆形工件上料场景 | |
| 动作流程: | 1.第一挪工件放入料仓 | |
| 2.传送链将工件从入口运输至顶升位置 | ||
| 3.顶升机构将顶层工件送至取料高度 | ||
| 4.取料机构(虚拟)依次将料盘内工件与料盘取走 | ||
| 5.重复3.4步骤直至料盘与工件全部取走 | ||
| 二、结构参数 | ||
| 外形尺寸: | L884.8x W320 xH983(mm) | |
| 通用性: | 适用于相同平面尺寸的工件 | |
| 循环周期: | 3.5(s) | |
| 精度: | ±0.1/300(mm) | |
| 三、示例应用 | ||
| 工件形状: | 圆形板块 | |
| 工件尺寸: | ∅38x 3(mm) | |
| 工件类型: | 3C | |
| 工件重量: | 单个工件=6.14(g) | |
| 负载重量: | 单挪产品(18层)=6,15kg | |
| 气源: | P=0.5(MPa) | |
| 电源: | AC220V 50Hz / DC24V | |
| 四、计算过程 | ||
| (主要标准件选型计算) | ||
| 重力加速度: | g=9.8(m/s²) | |
| 负载率: | η=50% | |
| 摩擦系数: | μ=0.1 | |
| 机械效率: | η1=0.9 | |
| 丝杆导程: | n=10(mm) | |
| 最高速度: | v=50(mm/s) | |
| 加速时间: | t=0.15(S) | |
| 加速时轴向负荷: | P=v/(1000*t)*M+Mg=50/(1000x0.15)x6.15+6.15x9.8≈62.3(N) | |
| 所需扭矩: | P*n/1000/(2π*η1)/η=62.3x10/1000/(2X3.14X0.9)/0.5≈0.22(N.M) | |
| (整体设计工况计算) | ||
| 57CME26 扭矩=2.6N.M | ||
| 案例所需扭矩为0.22(N.M),实际扭矩为2.6(N.M),因此符合当前设计要求 | ||