下载各类工具及设计插件
下载各类工具及设计插件
 使用选型工具
使用选型工具
 收藏各类设计资料
收藏各类设计资料
 发表提问互动
发表提问互动

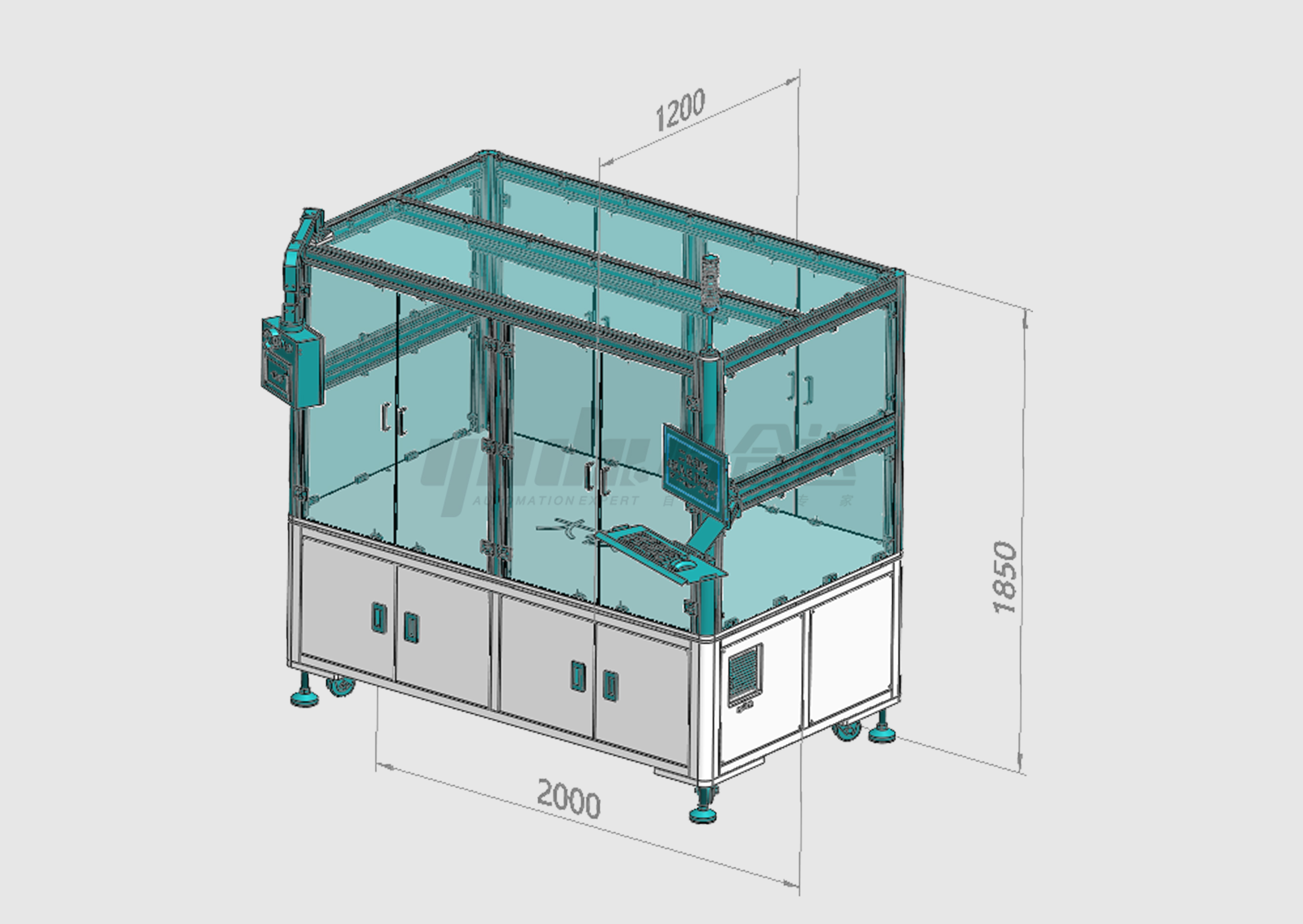
| 一、设计思路 | ||
| 设计目的: | 对PCD、CVD、CBN、SIC等超硬材料的表面进行研磨 | |
| 设定场景: | 用激光对超硬材料的表面进行精确定量加工,同时保证材料高平面度和表面质量,可以实现材料高效率、高精度去除 | |
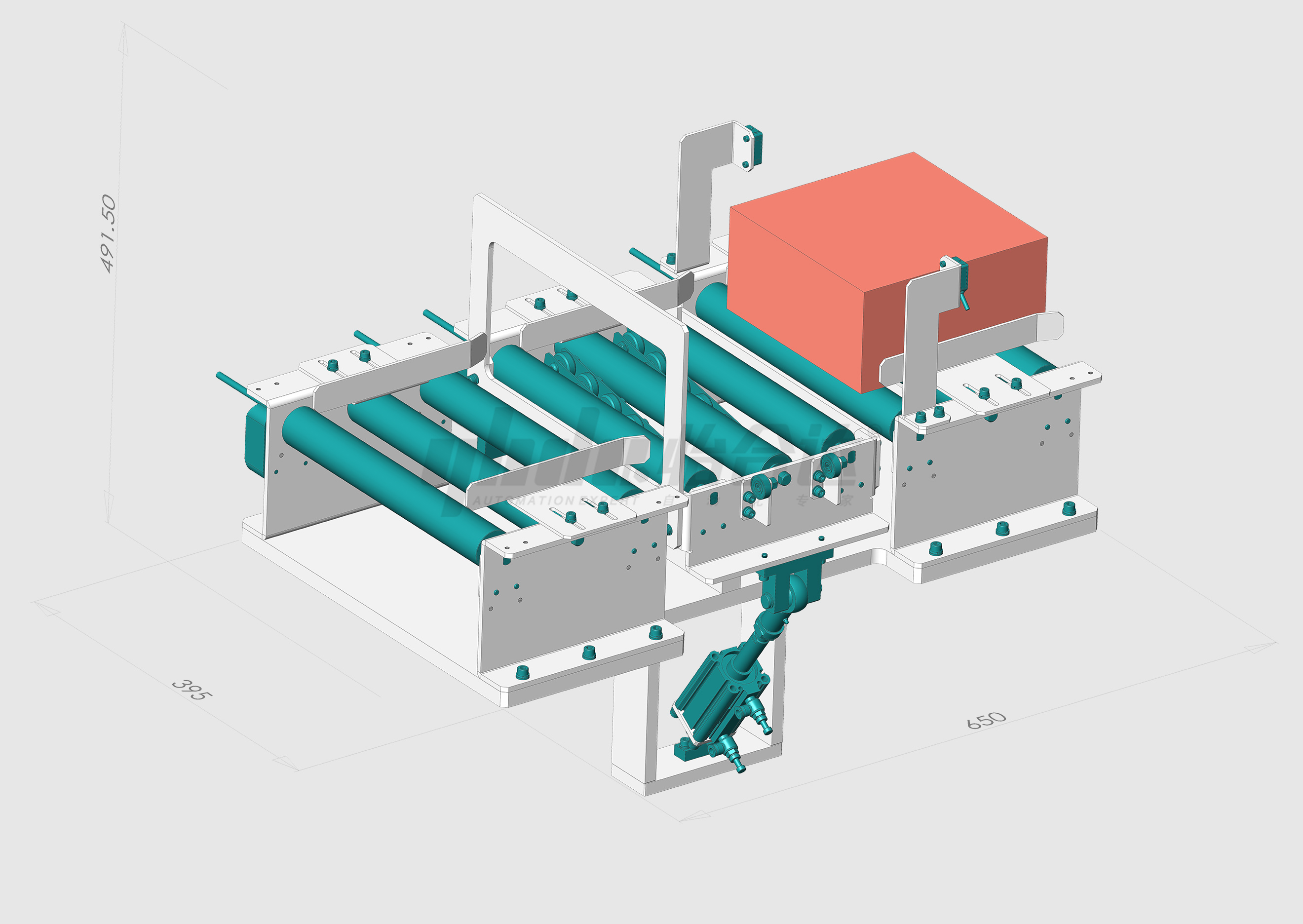
| 动作流程: | 1、设备启动,XY轴移至上料位 | |
| 2、将产品放置至夹爪上,夹爪夹紧 | ||
| 3、XY轴移至侧量点,开始加工前测量 | ||
| 4、测量完成,XY轴移至加工点 | ||
| 5、R轴旋转,Z轴下降,激光开启进行研磨 | ||
| 6、研磨完成,激光关闭,Z轴上升 | ||
| 7、XY轴移至测量点,进行加工后测量 | ||
| 8、测量完成,XY轴移至上料位 | ||
| 9、人工或者机械臂取产品 | ||
| 10、往复以上流程 | ||
| 二、机构参数 | ||
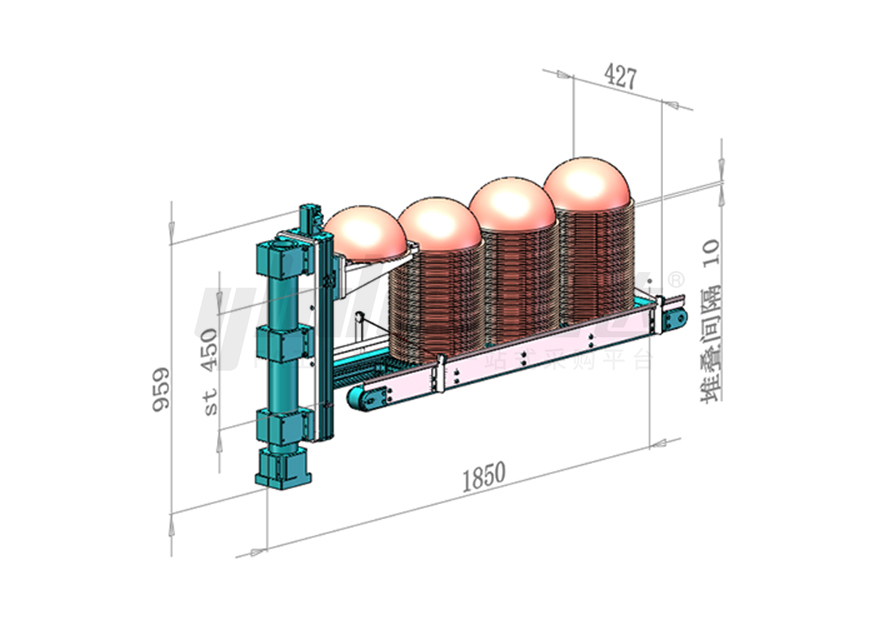
| 外形尺寸: | L650xW600xH862(mm) | |
| 通用性: | Φ50-100 | |
| 循环周期: | 15(min) | |
| 精度: | ±0.02/200(mm) | |
| 三、示例应用 | ||
| 工件形状: | 圆形 | |
| 工件尺寸: | Φ100*8(mm) | |
| 工件重量: | 1(Kg) | |
| 负载重量: | 2(Kg) | |
| 使用气压: | P=0.5(MPa) | |
| 电源: | AC220V 50Hz/DC24V | |
| 四、计算过程 | ||
| (主要标准件选型计算) | ||
| 1)、Y轴直线电机 | ||
| 工件+支架类的重量: | M1=5kg | |
| 动子质量: | M2=1kg | |
| 行程: | Y=0.3m | |
| 加速度: | Ga=1.56G | |
| 减速度: | Gd=1.56G | |
| 最大速度: | Vm=0.3m/s | |
| 停顿时间: | TW=0.1s | |
| 加速时间: | Ta=0.02s | |
| 减速时间: | Td=0.02s | |
| 匀速时间: | Tc=0.96s | |
| 保持力: | F=0N | |
| 电缆拖链所耗推力: | Fn=1N | |
| 安全系数: | n=1.3 | |
| 摩擦系数: | u=0.01 | |
| 匀速段力: | Fc=u(M1+M2)g+Fn=1.6N | |
| 加速推力: | Fa=((Vm/Ta)*(M1+M2))+Fc=91.6N | |
| 减速推力: | Fd=((Vm/Ta)*(M1+M2))-Fc=88.4N | |
| 停滞力: | Fw=F=0N | |
| 持续推力: | ||
| 根据公式计算得出F持续=17.23N | ||
| 峰值推力: | F峰值=n*((M1+M2)*G+U(M1+M2)g+F)=120N | |
| 2)、X轴直线电机 | ||
| 工件+支架类的重量: | M1=10kg | |
| 同上公式可得: | F峰值=220N | |
| F持续=42.9318N | ||
| (整体设计工况计算) | ||
| Y轴直线电机型号BCK03-L440-1-C-RA-NPN-5-P:额定峰值推理154N,额定持续推力87N,水平最大负载9kg; | ||
| 案例所需持续推力17.23N,实际持续推力87N; | ||
| 案例所需峰值推力120N,实际峰值推力154N; | ||
| 案例负载重量5kg,实际最大负载9kg,因此Y轴直线电机符合当前设计要求。 | ||
| X轴直线电机型号BCK04-L440-1-C-RA-NPN-5-P:额定峰值推理260N,额定持续推力120N,水平最大负载12kg; | ||
| 案例所需持续推力42.9318N,实际持续推力120N; | ||
| 案例所需峰值推力220N,实际峰值推力260N; | ||
| 案例负载重量9kg,实际最大负载12kg,因此X轴直线电机符合当前设计要求。 | ||